




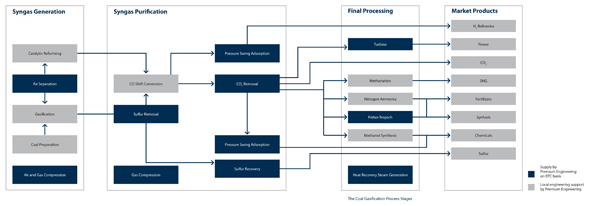
How Does It Work?
lean Energy Technology
Gasification is a flexible, reliable and clean energy technology which can turn a variety of low-value feedstocks into high-value products, help reduce dependence on imported oil and natural gas, and provide a clean alternative source of electricity, fertilizers, fuels, and chemicals.
Gasification was originally developed in the 1800s to produce town gas for lighting and cooking. The basic coal gasification process has been utilized for the production of synthetic chemicals and fuels since the 1920s.
Feedstock
Gasifiers can be designed to use different and often cheap feedstocks: coal, lignite, biomass and various petroleum residues (tar, asphalt, black oil from primary petroleum refinery, wastes from oil production etc.) All these feedstocks can be used to produce valuable products.
Air Separation Units (ASUs) and Cryogenic Technology
Most gasification systems use pure oxygen (as opposed to air) to help facilitate the reaction inside the gasifier. This oxygen (between 95% and 99% pure) is generated in an air separation unit (ASU) using proven cryogenic technology.
The core of the gasification system is the gasifier, a pressurized vessel where the hydrocarbon feedstock is converted into syngas in a partial oxidation reaction. A controlled amount of oxygen, steam and feedstock enter the gasifier. The temperatures in a gasifier range from 1,400-2,800 degrees Fahrenheit. The heat and pressure break apart the chemical bonds of the feedstock, forming syngas.
Gas Cleanup
The raw syngas contains trace levels of impurities which must be removed before it can be used as fuel. Trace minerals, particulates, sulfur, mercury and unconverted carbon are removed to very low levels using processes common to the chemical and refining industries. Any remaining carbon, in the form of CO2 can be removed as the syngas is cleaned.
Gas Shift Conversion
Depending on the final application of the syngas, once the particulates have been removed then the raw syngas post gasification may need to be conditioned with a water-gas shift reaction to adjust the hydrogen-to-carbon monoxide (H2/CO) ratio in order to meet the gas-to-liquids (GTL) process requirement. In applications where very low sulfur (<10 ppmv) syngas is required, converting carbonyl sulfide (COS) to hydrogen sulfide (H2S) before sulfur removal may also be necessary.
By-Products
Sulfur
The commercial uses of sulfur are primarily in fertilizers, but sulfur is also widely used in gunpowder, matches, insecticides and fungicides.
Argon
Argon is present in 0.93 % by volume of air. Pure argon is a by-product of the air separation process. Argon is used in many industries, but primarily it is used as inert gas shield during welding.
Slag
Slag is typically sold as a filler for roadbed construction or as a component for roofing materials. Ground granulated slag is also used in concrete in combination with cement as part of blended cement.
Coal Gasification

Benefits of Coal Gasi fication
- For countries with large low-quality coal reserves, gasification technology can enhance energy security while reducing energy costs.
- Liquid fuels from Coal Gasi fication can be used for transport, industrial fuel, power generation, and in the chemical industry.
- Coal-derived fuels are clean, sulfur-free, low in particulates, and low in NOx.
The world increase in energy demand and the rapid rises in private car ownership mean that countries have had to review the balance of their energy supply. 96% of all energy used in transport comes from petroleum. Coal-to-liquids (CTL), along with gas-to-liquids (GTL), gives countries the option of diversifying their supplies of liquid fuel.
There has been growing interest in the construction of CTL plants as the price of oil continues to rise. Today all countries are concerned about the cost of oil imports.

